Статьи и инструкции
Виниловая пленка - новое направление стайлинга автомобилей.

Виниловый стайлинг - сравнительно новое направление внешнего тюнинга автомобилей, способный изменить облик вашей машины путем оклеивания её виниловыми пленками - автовинилом, частично (styling) - когда оклеиваются только некоторые детали, такие как капот, крыша, или наклеиваются фигуры, знаки, полосы или какие то аппликации из виниловой пленки, или когда вся машина оклеивается полностью (wrapping).
Благодаря высоким адгезивным свойствам и износостойкости винила, оклейка авто виниловыми пленками становится идеальным способом изменения или дополнения дизайна автомобиля вместо покраски. К тому же автовинил достаточно хорошо защищает лакокрасочное покрытие кузова от повреждений мелкими камнями, песком и нежелательного воздействия внешней агрессивной среды - солевых растворов и химических реагентов в зимний период, а так же от выгорания на солнце под воздействием ультрафиолета. Наносить винил можно на любую гладкую и твердую поверхность , как в экстерьере, так и в интерьере автомобиля. Исключения могут составлять лишь шершавые, мягкие, масляные и ржавые поверхности, которые могут требовать специальной обработки и подготовки.

Материалы для винилового стайлинга - это специальные самоклеящиеся поливинилхлоридные пленки (ПВХ),на которые с внутренней стороны нанесен клеевой слой для надежного крепления пленки на оклеиваемой поверхности, для защиты клеевой основы она поставляется на специальной силиконизированной бумажной подложке. Внешняя поверхность пленок может быть разной - матовой, глянцевой, либо фактурной. Цветовой диапазон у пленок достаточно широк, конкретные оттенки отличаются от производителя к производителю Толщина виниловых пленок измеряется в микронах (мкм),и колеблется от 50 до 350 мкм.
В настоящее время ассортимент виниловых пленок очень разнообразен. При выборе пленки следует учесть требования, которые предъявляются к пленкам, и то, для чего и в каких условиях они будут использоваться и сколько времени должны прослужить.
Существует две основные группы виниловых пленок различающихся по технологии производства - каландрированные и литые. Это самые распространенные типы виниловых пленок. Считается, что литые пленки могут служить от пяти до десяти лет, а каландрированные от трёх до пяти. Что касается поверхности, на которую будет нанесена пленка, то для гладких и прямых подходят все виды пленок, а для более сложных, к примеру, неровных или изогнутых поверхностей лучше использовать литые пленки. Разная техника производства приводит к главному отличию литых пленок от каландрированных - толщине, которую имеет автовинил. Оклейка литой плёнкой позволяет получить более тонкую, эластичную, ровную и гладкую поверхность, которая идеально повторяет все неровности автомобиля. В то же время постоянно совершенствуется качество и каландрированных пленок, ввиду чего отличия между литыми и "хорошими", высококачественными каландрированными пленками постепенно стираются.
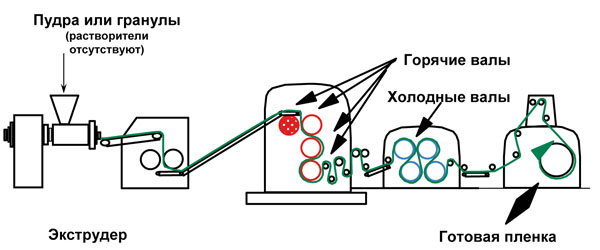

Схема технологического процесса производства каландрированной пленки. Станок для производства каландрированной виниловой пленки.
Производство каландрированной пленки - каландрование заключается в прокатке пластичной массы между валками - каландрами, где она формуется в пленку, которая затем проходит еще через несколько валков, принимая в конце законченный вид. Каландры были первоначально разработаны для переработки резины, а в настоящее время широко используются для переработки термопластов, в основном мягкого ПВХ. Сухие компоненты смеси загружают в ленточный смеситель и интенсивно перемешивают и нагревают до образования пластичной пасты. Если нужно вводить пластификаторы, их впрыскивают в порошковую смесь на начальной стадии смешения. . Материал выходит в виде непрерывного листа пленки, толщину которой определяет зазор между последней парой валков. Фактура пленки зависит от поверхности последнего валка и может быть блестящей, матовой или структурированной. Пленка, произведенная таким образом, называется каландрированной Каландры очень массивны из-за больших усилий, необходимых для продавливания пластической массы в тонкую щель. Они требуют высокой температуры и высоких давлений. Особенности процесса каландрирования, когда твердый ПВХ под действием механической силы раскатывается в тонкую пленку оказывают влияние на свойства пленки, ограничивая ее эксплуатационные возможности. В готовой пленке остаются внутренние напряжения, которые со временем приводят к заметной усадке пленки. Усадку легко наблюдать, если, например, взять веер цветной каландрированной пленки: вокруг каждого пленочного отрезка видна белая кромка бумаги подложки (с течением времени пленка изменила свои размеры). При нанесении на ровные поверхности усадка приводит к образованию небольшой кромки по периметру наклеивания, что не является критичным. Однако при нанесении каландрированных пленок на криволинейные поверхности усадка приводит к отклеиванию пленки, появлению пузырей и прочим нежелательным эффектам. Поэтому область применения каландрированных пленок ограничивается ровными или слегка искривленными поверхностями. Каландрированные пленки служат в среднем от двух до пяти лет.
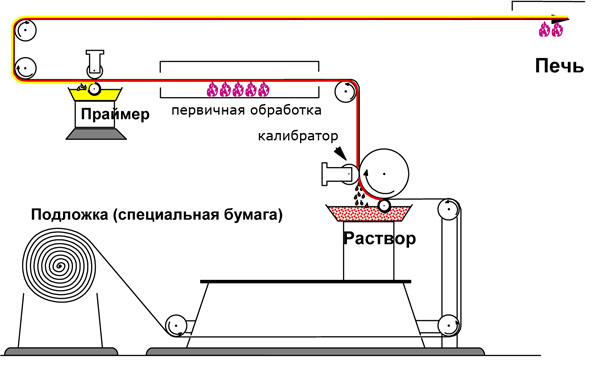
Схема технологического процесса производства литой виниловой пленки.
Другой способ производства пленки – литье, при этом способе к смеси ПВХ, и других компонентов будущей виниловой пленки добавляют растворитель. Таким образом получается не густая паста, а жидкий раствор. Этот раствор льется на подложку; после испарения растворителя образуется пленка. При производстве литых пленок используется технология свободного распределения сырья на формирующей поверхности, что позволяет избавиться от остаточного напряжения присущего каландрированным пленкам, но повышает себестоимость производства и, как следствие, цену самой виниловой пленки. Из-за отсутствия значительных механических нагрузок в процессе литья в пленке практически не образуются внутренние напряжения. Литые пленки являются практически безусадочными. Поэтому именно они используются для полного оклеивания легковых автомобилей, нанесения на изогнутые и криволинейные поверхности, когда требуется эластичность и надежное приклеивание к сложной поверхности. Срок службы литых материалов может достигать 10 лет.
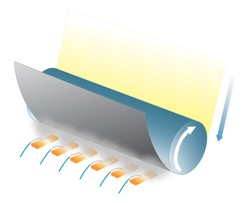
Прозрачная, окрашенная в различные цвета и металлизированная пленка. Изначально производимая виниловая пленка выходит прозрачной. При необходимости ее можно окрасить в различные цвета. При этом возможны два варианта. Во-первых, пленка может быть окрашена в массе, что достигается путем добавления на стадии перемешивания исходного сырья специальных красителей. Во-вторых, можно добиться двухслойного окрашивания, при котором одна сторона пленки имеет один цвет, вторая сторона – другой. Однако сейчас наибольший интерес любителей винилового стайлинга представляет не простое окрашивание, а придание пленке эффекта «под серебро» или «под хром». Добиваются этого посредством металлизации виниловых пленок. Вакуумной металлизации могут быть подвергнуты любые полимерные пленки. Основой процесса является нагревание алюминия в вакуумной камере до температуры испарения : 1500-1800 С. Одним из способов является помещение кусочка алюминиевой проволоки на вольфрамовое волокно, которое затем нагревают электрическим током. Но это возможно только при коротких циклах нагрева, поэтому такой метод используют только для металлизации пластмассовых изделий, получаемых литьем под давлением. Для более длительных циклов, необходимых для металлизации пленок,. которые идут непрерывной лентой, алюминиевую проволоку подают на блок металла, обычно тантала. Тантал нагревают, помещая его в углеродный тигель, через который пропускают ток высокого напряжения. Алюминиевая проволока подается на индивидуальные испарители, нагреваемые электрическим током, где плавится и испаряется. Испарение металла вызывает испускание частиц с поверхности металла во всех направлениях. Весь процесс металлизации происходит в зоне испарения вакуумной камеры в условиях разрежения, чтобы металлические частицы могли достигнуть поверхности металлизируемой виниловой пленки. Виниловая пленка огибает охлаждаемый барабан и проходит над источником испарения на скорости до 840 м/мин. Алюминиевые испарения конденсируются на полотне и образуют покрывающий виниловую пленку зеркальный слой. Для получения цветных зеркальных пленок. изначально зеркально - серебряного цвета пленка ламинируется цветной прозрачной пленкой, которая и придает желаемый оттенок синего, красного, зеленого или золотого хрома.

Неокрашенная прозрачная виниловая пленка с разными структурами.
